Piezas sometidas a esfuerzos de flexión y torsión, en aceros de bajo carbono
- TRATAR

- 15 nov 2022
- 5 min de lectura
Actualizado: 2 jun
En el momento de elegir el acero adecuado para la manufactura de partes de máquinas que estarán sometidas a esfuerzos mecánicos de flexión y torsión se debe tener en cuenta que puedan ser endurecidos superficialmente. Recomendaciones de tratamiento.

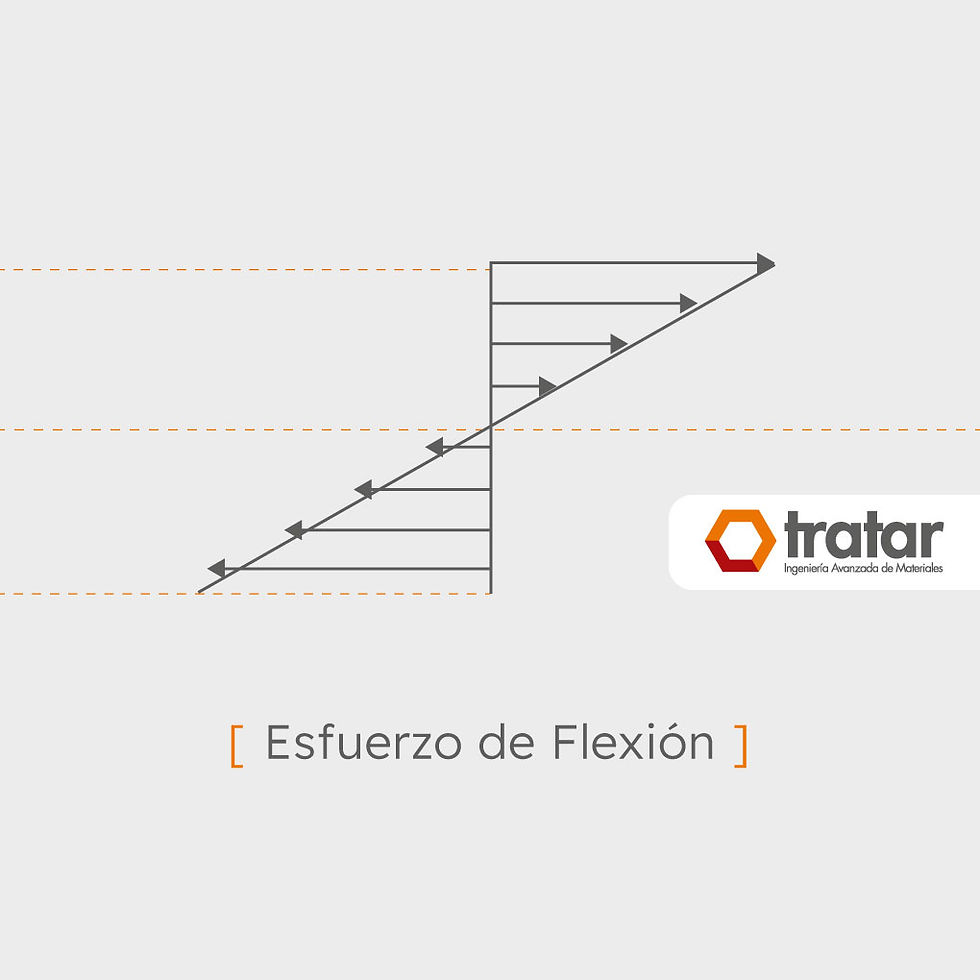 |  |
Los esfuerzos de flexión y torsión son máximos en la superficie y decrecen a cero en el eje neutro, es decir, en el núcleo de la pieza. Típicamente se dan en ejes, dientes de engranajes, etc.
Así que los aceros recomendados para este manufactura de este tipo de piezas son los que se pueden endurecer superficialmente. En general, se puede decir que todos los aceros pueden ser endurecidos en su superficie externa, pero en la práctica los que se deben elegir son:
Los de bajo carbono, aleados o no.
Los de medio carbono, aleado o no.
Que sean aleados o no depende de la necesidad planteada por el diseñador, que en último caso dirá hasta qué profundidad se requiere el endurecimiento y esto depende del porcentaje de carbono y de la presencia o no de elementos de aleación. A mayor porcentaje de ellos mayor profundidad de endurecimiento. Es decir, mayor templabilidad del acero.
Para tener en cuenta: Los aceros de bajo carbono tienen hasta 0.3 %C y los de medio carbono tienen de 0.3 a 0.6 %C, y se endurecen por métodos de cementación y carbonitruración. Mientras que los de medio carbono se endurecen por temple por inducción, llama o temple directo más nitruración o nitrocarburación.
Aceros de bajo carbono para partes y herramientas sometidas a esfuerzos de flexión y torsión
Usualmente, pero no siempre, los aceros para cementación o carbonitruración están limitados a un contenido de carbono máximo de 0.25% por una o ambas de las razones siguientes:
Las piezas previstas para una superficie dura, sin embargo, requieren alto grado de tenacidad.
Los altos esfuerzos de compresión en la capa endurecida, resultantes de la gran diferencia entre el contenido de carbono superficial y de núcleo, permiten mayor capacidad de carga por unidad de área; máxima capacidad de resistencia a la flexión, torsión y a la fatiga.
Un acero para cementación debe cumplir las siguientes propiedades, dependiendo de la aplicación:
Debe ser capaz de ser conformado (extruido, forjado, etc.) con poca dificultad
Debe ser fácilmente maquinable
La capa cementada debe tener adecuada templabilidad, para lograr la microestructura y la dureza correctas en el tratamiento térmico.
También debe ser capaz de lograr la microestructura deseada, con una baja distorsión en el temple.
El núcleo de la pieza debe dar las propiedades mecánicas necesarias, es decir cumplir con la dureza, de acuerdo al diseño. Esto es muy importante en el caso de engranajes y ejes.
Después de cementar y templar la pieza debe tener suficiente tenacidad para que no falle de manera frágil. También esta propiedad es muy importante en engranajes y ejes.
El mercado mundial ofrece una gran variedad de aceros de bajo Carbono. Entre los más importantes: AISI 1010, 1016, 1018, 1020, 1117, 12L14, 1518, 3215, 3415, 4120, 4320, 5115, 8620, 9310. El mercado nacional colombiano, ofrece: 1010, 1020,1518, 8620.
En qué consiste la cementación
En agregar carbono a la superficie del acero, a una temperatura determinada. En la práctica industrial se hace desde 860°C hasta 930 °C.
El carbono se agrega a la superficie normalmente hasta que esta llega a un porcentaje entre 0.7 y 0.9%. Es decir, superficialmente el acero pasa de tener un bajo contenido de carbono a un alto carbono, para que en el temple alcance una alta dureza superficial, mientras que el núcleo de la pieza queda con bajo carbono y por ende su dureza es baja.
Una vez que el carbono enriquece la superficie del acero se difunde hacia el núcleo de la pieza hasta una profundidad que depende del tiempo de proceso, la temperatura y el potencial cementante de la atmósfera en la cual se procesa. A mayor temperatura, mayor velocidad de difusión y por ende mayor crecimiento de la capa cementada.
La cementación puede realizarse en medio sólido, líquido o gaseoso. En TRATAR S.A.S. se hace por medio gaseoso, pues es un método más avanzado tecnológicamente, es amigable ambientalmente y los resultados en términos de calidad son mucho mejores.
El gas que aporta el carbono es metano o propano y es transportado a la superficie de las piezas, por un gas endotérmico consistente de una mezcla de propano o metano y aire.
Después de aportado el carbono necesario a la profundidad requerida, se procede a templar la pieza. El enfriamiento se puede efectuar en agua, aceite agitado o baños de sales. Normalmente es en aceite, para evitar fisuras y deformaciones excesivas.
Después del temple se hace un revenido para adecuar la dureza superficial de las piezas.
¿Qué es carbonitruración?
La carbonitruración es un proceso que adiciona nitrógeno a la superficie del acero, además de carbono. Este nitrógeno se obtiene al agregar amoníaco a la atmósfera de cementación, lo que lo convierte en una variación del proceso de cementación.
La temperatura de proceso varía entre 780 – 860 °C. Por ser un proceso que se efectúa a menos temperatura que la cementación, las profundidades de capa que se logran en la difusión son menos profundas que en ésta, pero tiene la gran ventaja de que las deformaciones son menores en el momento del temple y la templabilidad de la capa cementada se incrementa. Esto significa que es posible obtener en aceros de bajo carbono sin elementos de aleación (ej: AISI 1010, 1020), durezas que en la cementación no puede lograrse, en estos mismos aceros por su falta de templabilidad.
Debido a esta virtud de la carbonitruración, aceros que en la cementación requieren enfriamiento en agua para alcanzar altas durezas superficiales, se pueden enfriar en aceite, alejando la posibilidad de fracturas de piezas y distorsiones excesivas durante el temple.
Es importante no confundir el término Carbonitruración con el término Nitrocarburación debido a que son procesos diferentes, recomendados para aplicaciones diferentes y con resultados metalúrgicos diferentes. Nótese que en el primero, el elemento de aleación más importante es el carbono, mientras que en el segundo es el nitrógeno. Las temperaturas de proceso son también muy diferentes. Mientras que las del primer proceso están entre 780 – 860 °C, las del segundo se encuentran entre 540 – 600°C.
Adaptado por: Ing. Jose Domingo Guerra, para TRATAR SAS
Saber más
Si necesita asesoría en manufactura industrial, tratamiento térmico o selección de materiales, nuestros representantes están para atenderle



Comentarios